
服務(wù)熱線
13702918602






沖壓制造行業(yè)所需的材料,為了方便運送,需先將長扁型片材卷曲成圓筒狀。而當(dāng)卷料運至客戶工廠使用時,因其存在較大的內(nèi)應(yīng)力無法直接用來沖壓生產(chǎn),必須先由材料架來開卷,然后用整平機予以整平,后由送料機送入沖床中以完成整個沖壓生產(chǎn),因此整平機成為了沖壓自動化生產(chǎn)必備設(shè)備之一,精密整平機,而根據(jù)客戶材料厚度的不同,整平機又分為厚板整平機、半截式整平機(即常說的材料矯正機)、精密整平機、超精密整平機這幾種。
沖壓客戶所使用的材料厚度以0.1-3.0mm這個區(qū)間的為較多,因此半截式整平機、精密整平機成為了整個沖壓行業(yè)使用較多的整平設(shè)備,這兩種整平機其基本原理是相同的,即通過電氣控制其運轉(zhuǎn),通過感應(yīng)來實現(xiàn)機器的啟動和停止,其整平的效果主要靠上下滾筒同步傳動,并調(diào)整上下滾筒間的間隙來達(dá)到整平效果。
在使用上,相比精密整平機而言,半截整平機其主要的缺點在于整平調(diào)節(jié)上,該整平機之上設(shè)置有對正箭頭與刻度表,供目視調(diào)整其箭頭對準(zhǔn)刻度表的某一位置時即對準(zhǔn),當(dāng)調(diào)整手輪時,以其手輪上的箭頭對其刻度盤上的刻度,當(dāng)?shù)竭_(dá)某一刻度時即為對準(zhǔn)的狀態(tài),校平機, 然于調(diào)整時,以其箭頭對準(zhǔn)刻度的方式在每個人的習(xí)慣上均有不同,如有的認(rèn)為對準(zhǔn)刻度的中央才算有對準(zhǔn),七臺河整平機,有些人則認(rèn)為只要對準(zhǔn)刻度線即可,所有可說其誤差相當(dāng)大,再加上操作者的操作目視角度及目視誤差,對操作者來說相當(dāng)不利于操作。另外,該對準(zhǔn)箭頭與刻度的方式在操作時,常有多調(diào)幾次即過頭的情形,須再來回調(diào)上數(shù)次方能對準(zhǔn)刻度,熟手也常發(fā)生,對生手操作情況更為嚴(yán)重,調(diào)整起來相當(dāng)費時。
而精密整平機將原有的刻度尺調(diào)節(jié)改為四點單一式微調(diào),當(dāng)不平整的板材由上下滾筒中間穿過時,可迅速轉(zhuǎn)動微調(diào)裝置,整平機組,使其目視微調(diào)結(jié)構(gòu)上的刻度對應(yīng)固定座筒刻度及旁側(cè)的高精度百分表指針到達(dá)預(yù)設(shè)的位置,調(diào)整快速、對準(zhǔn)準(zhǔn)確、整平精度得到了極大的提升。





對整平機的基本要求
整平機是根據(jù)名字就可以理解,就是使工件變的平整。整平機主要的是針對不平整的金屬板材,通過下面軋輥進(jìn)行擠壓,從而到達(dá)將其整平的目的。下面,介紹下整平機的基本要求。
1.滾輪材質(zhì)采用合金工具鋼經(jīng)過精密研磨加工表面精度在0.6S以下,其硬度在HRC60度-62度之間.2.滾輪傳動采用萬向接頭全系自轉(zhuǎn)不會傷及工件表面.
3.滾輪中間置有軸承支撐輪較厚工件能可發(fā)揮高性能.
4.矯正值由4個轉(zhuǎn)輪配合百分表可簡易,明確調(diào)整操作.
5.附有超負(fù)荷緊急停止裝置
6.型式多樣化適合各種工件整平.亦可特殊規(guī)格定作.


挑選數(shù)控機床目的是為知道決臨產(chǎn)中一個或幾個問題。實用性就是要使選購的數(shù)控機床后能較好程度地成功實現(xiàn)預(yù)先規(guī)定的目的,切非常必要留意不要以高價值換來功能過多而又不實用的較復(fù)雜的數(shù)控機床。
由此可見,矯平機綽號是開平機、平板機、校平機,應(yīng)用是各種冷、熱軋板料的矯平,金屬板料要應(yīng)用矯平機進(jìn)行矯平是異常有一定要的,可以使板料得到更好的應(yīng)用。
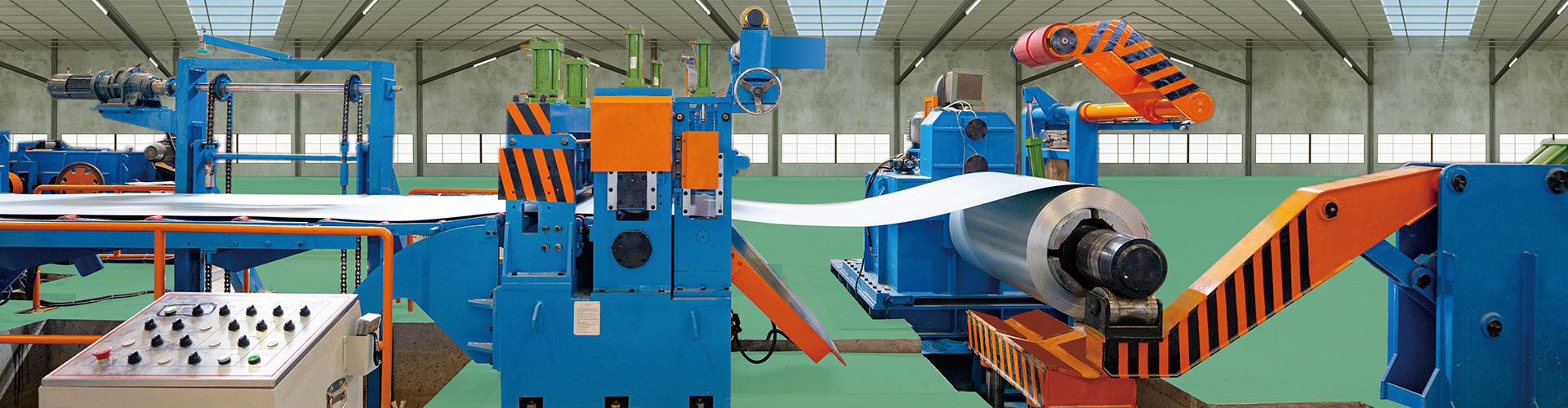
該系列臨產(chǎn)線用于將不合符合規(guī)格的金屬卷料,路程通過開卷、校平、定尺、剪切變成所需長度和寬度的平整板料,實用于加工冷軋板、鍍鋅板、彩涂板、不銹鋼板。該系列臨產(chǎn)線配備:上料小車→開卷機→引料裝配→牽拉校平機→過渡橋→糾偏裝配→伺服送料→剪板機→輸送帶→落料→碼垛。送料由伺服電機驅(qū)動,矯平機綽號是開平機、平板機、校平機,應(yīng)用是各種冷、熱軋板料的矯平,剪切準(zhǔn)確度高;雙碼垛出料,高效迅速。

掃一掃手機網(wǎng)站







 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com